Introduction
The microbiological quality of drugs and biologics is necessary for their efficacy and patient safety, because microbial contamination of drugs causes immediate adverse effects on patient health in terms of morbidity and mortality,1-3 as well as long-term adverse effects, such as cancer, autoimmune, and other diseases. Additionally, microbes can alter the chemistry and pharmacology of drugs, with a potential adverse impact on their effectiveness due to the breakdown of the active ingredients as well as on their safety due to the toxicity of potential degradant products. Therefore, control of microbes in drugs is essential, either by assuring absence of microbes in sterile drugs that are administered parenterally and applied to sensitive tissues or by controlling microbial bioburden to appropriate levels for nonsterile drugs that are administered to regions rich in microbial flora with physical or immunological barriers to infections. Table 1 lists major differences between sterile and non-sterile drugs. For sterile drugs, microbes are essentially eliminated by terminal sterilization (heat or irradiation of final containers) or by employing an aseptic manufacturing process where terminal sterilization is not possible, specifically for most biologics. Assurance of the absence of bacterial, yeast, and fungal contaminants is provided by the sterility test for sterile drugs.4 For non-sterile drugs, bioburden due to aerobic bacteria, yeast, and fungi and absence from objectionable microorganisms, as required, is controlled to appropriate levels based on product attributes, route of administration (oral, intranasal, topical, anal, vaginal, etc) and target patient population (neonates, infants, elderly, immunocompromised, healthy population, etc). Non-sterile drugs are tested for total aerobic bacteria, yeast, and fungi by the bioburden or microbial limit test5-7 and for the absence of objectionable organisms,6-11 as required (Table 1).Table 1. Major Differences between Sterile and Non-Sterile Drugs and Biologics

Limitations of Microbiological Testing
Microbiological testing plays a significant role in assuring the appropriate quality of drugs. However, the paradigm of final product testing, particularly for microbiological quality, is shifting, because testing alone does not provide complete or absolute assurance for control or absence from microbes (eg, bacteria, fungi, mycoplasma, and viruses). Additionally, the reliability of microbiological testing depends upon the selection of appropriate methods that are “Suitable for Intended Purpose” and an adequate number of samples taken at appropriate stages of manufacture.12 For example, to provide an absolute assurance for the absence of microbes in a product, the whole product will be required to be tested for sterility. After the test, there will be no product for actual therapeutic use.Building Microbiological Quality into Drugs
Microbiological quality needs to be built into the drugs by understanding the sources of contamination, environmental conditions, and product attributes that support growth of microbes. Microbiological quality for sterile drugs is assured by employing a robust environmental monitoring (EM) program, appropriate microbiological testing at various stages or intermediate products during manufacture, including the final drug product (DP) and using validated manufacturing processes (eg, aseptic manufacturing processes, container closure studies, media fill studies, etc). During routine manufacture of sterile drugs employing aseptic manufacturing processes, EM is an essential and critical component to demonstrate the state of control of the facility, providing information on the microbial quality of manufacturing and testing environments. This is an important element for sterility assurance of sterile drugs. There are a number of guidance documents and regulations on the EM aspects of manufacture of sterile drugs.13-15 Microbiological quality of nonsterile drugs is important, too, and can be assured through selection of appropriate controls through a risk analysis process. Many sterile drugs have certain components or intermediate products that are classified as non-sterile and are manufactured like non-sterile drugs. Therefore, understanding the risk of introduction of microbes and their products (such as toxins and proteases) during manufacture of non-sterile drugs, and intended use of the product in a target population (such as use of vaccines in healthy individuals) are important considerations in choosing a manufacturing process—sterile or non-sterile. There are expectations and a need to control and monitor the environment for manufacture of non-sterile drugs, intermediate products, or components.6,8,16,17 However, there is not much guidance or clarity on regulatory expectations on the EM program for non-sterile drugs. Recently the United States Pharmacopoeia (USP) drafted guidelines to monitor the environment for manufacture of such drugs.18 These guidelines describe a risk-based approach to control microbes for manufacture of non-sterile drugs.In this article, the role of EM and microbiological testing in eliminating or controlling primarily bacterial, yeast, and fungal contaminants during manufacture of drugs and biologics—specifically vaccines—is discussed. Control and testing for adventitious viruses, mycoplasma, residual live viruses or bacteria, and other aspects of microbiological testing critical in the safety of biologics, are not covered in this article. Recently, there have been significant concerns and discussions about the sterility assurance of drugs formulated by compounding pharmacies and microbial control during such operations due to a number of adverse events, including deaths from use of fungal contaminated methylprednisolone injections.3 This article does not cover microbiological quality of drugs made by compounding pharmacies. The USP has several chapters on controlling microbiological quality of such drugs.19-22
Challenges in Assuring Microbiological Quality for Biologics
As discussed above, microbiological quality of drugs and biologics is critical for their safety and effectiveness. But biologics, particularly vaccines, pose unique and complex challenges in achieving microbiological quality (Table 2). Biologics, as per their definition, are made from starting materials that are biological in nature and support microbial growth during the manufacturing process, creating challenges in maintaining sterility or purity of the desired organism. Many biologics are made in embryonated eggs, animals, and cells of avian, mammalian, or insect origin, collectively referred to as the substrate, which may contain inherent adventitious agents and support the growth of microbial contaminants. Starting materials, such as seed viruses or bacterial seed stock cultures, may consists of pathogenic or attenuated bacteria or viruses posing a risk to the operators, environment, and the final product due to presence of residual live bacteria or viruses and active toxins. Further, several raw materials, such as growth media, fetal bovine serum, trypsin, etc, used during manufacture of biologics are of animal origin. All of these components (substrate, seed stocks, raw materials, etc) pose substantial risks of inherent contaminants and adventitious agents, which may grow during manufacture of the product or grow in the human body after administration of the product. Therefore, all these components require documented history of their origin or isolation and passage history with complete traceability (ie, exposure to various reagents during isolation and propagation). Extensive testing for inherent and adventitious agents, including viruses, mycoplasma, bacteria, yeast, and fungi, and risk analysis for bovine spongiform encephalopathy and transmissible spongiform encephalopathies, are performed on seed stocks, cell banks, batches of media components, etc, at various stages (ie, master and working cell banks or seed stocks, harvests, or other intermediate stages during manufacture). Aseptic manufacturing process seems essential for manufacture of biologics due to the risks discussed above and also due to the fact that biological products being proteins, polysaccharides, carbohydrates, lipids, etc, and growth media (used during manufacture or as a residual component in intermediate components or final product) support microbial growth.Table 2. Challenges in Achieving Mmicrobiological Quality for Vaccines and Need for Aseptic Processes for Manufacturing Vaccines

Regulation of Biologics and their Microbiological Quality
The challenges in assuring microbiological quality of biologics have been recognized by regulatory agencies around the world for decades, and additional or separate requirements have been in place to regulate biologics.23-26 The US Parts 600 to 680 of 21 Code of Federal Regulations (21 CFR 600–680) describe the regulation of biologics.23 Recognizing the microbial contamination risk during manufacture of biologics, 21 CFR 610.12 specifically required sterility testing on final bulk or Drug Substance (DS) of biologics.27 In practice, biologics, particularly vaccines that are given to millions of healthy babies and infants, sterility tests have been performed at a number of intermediate products, including final bulk, to achieve maximum sterility assurance for vaccine products. In 2012, the sterility test described for biological products in 21 CFR 610.12 was amended to exclude testing at final bulk stage.28 This change could be a significant risk for contamination of vaccines given to healthy individuals and may subsequently lead to adverse reactions in recipients. Until 2012, all biological products had to be sterile from final bulk stage or earlier, usually manufactured aseptically following processes for making sterile drugs. With the amended sterility requirement, the final bulk does not need to be manufactured aseptically and can be manufactured following processes used for making non-sterile drugs. European Pharmacopeia (Ph. Eur.) chapter 7.6 allows replacement of the sterility test for intermediate products with a bioburden test having low limit specifications, with the conditions that intermediate product can be filter-sterilized and the intermediate product does not support microbial growth during storage.29 This requirement can be applied on a case by case basis, based on the risk-benefit ratio and after meeting conditions discussed in Ph. Eur. However, replacing the sterility test for vaccines with a bioburden test at intermediate product and final bulk stages, leading to selection of non-sterile manufacturing processes for vaccines, is not scientifically and technically sound (discussed later). Table 2 summarizes major reasons for employing aseptic processes for manufacturing vaccines. Not employing aseptic manufacturing processes will lead to lack of sterility assurance achieved through EM and aseptic process validation that are not required for the manufacture of non-sterile drugs or components. Further, a bioburden test does not require testing for anaerobic bacteria,5,6 such as Clostridium tetani, Clostridium botulini, etc, which produce lethal toxins. There is a potential risk of contamination with such toxins of products made by non-sterile manufacturing process and not tested for absence of anaerobic bacteria.General Principles to Control Microbes during Manufacture of Sterile and Non-Sterile Drugs
Building, monitoring, and maintaining cleanroom environment is expensive, and it may not be required or desirable for non-sterile drugs if there is no value for the patient. A careful risk analysis is required to make a decision considering the unique challenges posed by the manufacture of biologics and the use of vaccines in a healthy population as discussed above (Table 2). In contrast to biologics, drugs are usually chemical salts or compounds, often in dry powder form, and do not support growth of microbes during storage, even at room temperature. Therefore, low level of bioburden is usually acceptable, particularly when these drugs are meant for topical, oral, or intranasal use. There is not much risk in using non-sterile processes to manufacture intermediate products or active pharmaceutical ingredients (API) for sterile drugs because these APIs are usually in powder form, and do not support growth of microbes. There are certain general principles to control microbes for manufacture of both sterile and non-sterile drugs.- Microbial growth in excipients, APIs, components, and DS should be monitored and controlled to avoid unacceptable levels.
- Microbial growth is not only a risk for microbial toxins or other toxic components produced during growth, but could also damage the chemical and pharmacological properties of drugs.
- In particular, microbial proteases could break down proteins in biological products.
- Manufacturing, testing, and storage facilities should not have any microbial growth, which can be a source of contamination for the raw materials, intermediate products, DS, and DP.
- Manufacturing and testing facilities should have controlled access with procedures in place to control or prevent entry of microbes in the facility.
- Lower bioburden levels in DP, components, and raw materials than those required in compendia and product not supporting microbial growth at the recommended storage conditions will control the risk of microbial toxins, and ensure the stability of drugs from microbial degradation.
Aseptic Manufacturing Process and Environmental Monitoring
Table 3. Essential Elements of Aseptic Manufacturing Process

Cleanrooms
Selection grade or class of cleanroom for each stage of manufacture of biologics is complex and one of the most misunderstood areas in implementing cGMP regulations. A thorough risk assessment approach is an important cGMP tool for an eff ective EM program. Table 4 lists essential components of EM. A basic element of an EM program is the classification of cleanrooms. Currently, there are 3 major systems for the classification of cleanrooms used in the pharmaceutical industry based on the number of air particles >0.5 μ in a cubic foot of air.13-15,25,31 For example, the critical area of aseptic manufacture, Class 100, should not have more than 100 particles of ≥0.5 μm in one cubic foot of air. As per International Standard Organization (ISO) this area is classified as ISO 5,31 which is equivalent to Grade A of European Union’s (EU) GMP guidelines, classified on the basis of metric system (not more than 3520 particles of ≥0.5 μm in one cubic meter of air) and EU grading of cleanrooms is based on counts during operations and at rest.14 Classification of cleanroom is a universal standard, not only for the pharmaceutical industry, but also for other industries (such as electronics) and has been described elsewhere.13-15,25,31 One of the major differences in various regulatory guidance and requirements is the classification of the supporting area for the critical Class 100 area. The FDA guidance document suggests Class 100 in Class 10,000 (ISO 7 or Higher),13 whereas EU GMP requirements and WHO guidelines recommend class 100 in class 1000 or ISO 6.14,25 Class 1000 and class 10,000 areas have significant different specifications for EM parameters, particularly viable organisms. In older vaccine manufacturing facilities, it is sometimes difficult to meet class 1000 specifications for upstream manufacturing processes when there are supporting data on the aseptic process from the purity of a culture during fermentation. The intermediate product is immediately sterile-filtered after confirming purity or bacteriostatic preservatives, inactivating agents, such as formaldehyde are added to detoxify toxins, to inactivate bacteria or viruses or to avoid contamination. Such risk analysis and the impact on the quality of the product will be useful to justify a change in supporting area from Class 1000 to Class 10,000. Use of Class 10,000 supporting area for Class 100 critical area with a risk analysis, as discussed, will be a stringent control than the current regulations of not requiring sterility at the final bulk, leading to classifying the manufacturing process as non-sterile.Table 4. Major Components of Environmental Monitoring
Environmental Monitoring
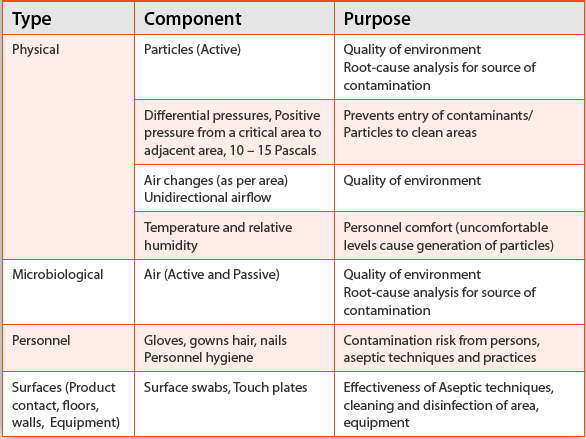
Table 4 lists major components of an EM program. It is important to understand these components, which will help in the selection of appropriate methods to implement an effective and robust EM program. Evaluating the quality of air, surfaces, personnel, etc, in a cleanroom environment should start with a well-defined written program employing scientifically sound methods of sampling, testing, data analysis, etc, with an independent oversight by the quality assurance department. Sampling locations and adequate sampling are critical components of an effective EM and should be specified in the written program or standard operating procedures.30 For example, air and surface samples need to be taken at locations with significant activity or product exposure.Air Monitoring
Air monitoring for total particles is usually done for 0.5- to 5- and >5-μm particles as the cleanrooms are classified based on these counts. Currently, on-line air monitoring systems using remote probes are available to count particles on a continuous basis, both statically and during operations (dynamically). Manual air samplers with well-defined and documented sampling locations, volume of air to be sampled, and sampling frequency may also be used. Sampling locations and placement of probes should be carefully evaluated to collect information that provides status on the quality of the environment during operations. Viable particles (microbes) can be monitored either actively using air samplers or passively by settle plates.30 Historically, microbes have been monitored for aerobic bacteria, yeast, and fungi. Several firms have been using anaerobic incubations of media plates to isolate anaerobic bacteria from cleanroom environments.Personnel Monitoring
Personnel are the largest risk factor in aseptic manufacturing processes. During each session, gloves and gowns are periodically sampled and monitored for aerobic bacteria, yeast, and fungi with a need to monitor for anaerobic bacteria—particularly Propionibacterium acnes, a facultative anaerobe, which is part of the skin normal flora and has been isolated from manufacturing environments. Personnel health monitoring and medical examination are required for those working in aseptic manufacturing processes. Normal flora from these persons, particularly from nails, hands, hair, etc, may be useful during investigations to find out the source of contamination.Personnel Training
All operators should be trained and qualified on various procedures, including gowning, with a good understanding of the procedures, their importance in aseptic manufacturing operations, and the impact or risk to quality for not following these procedures. Training on working in a cleanroom should focus on minimizing the generation of particles and disruption of air flow. Examples of personnel training can include aseptic technique, cleanroom behavior, microbiology, hygiene, patient safety hazards due to non-sterile drugs, and specific written procedures on manufacturing operations. For general techniques and operations in cleanrooms, emphasis should be placed on contacting sterile materials with sterile instruments only, with no direct contact of sterile products, containers, closures, or critical surfaces with gown or gloves. In a critical cleanroom area (Class 100), personnel movements should be slow and deliberate in order not to disrupt unidirectional airflow and to avoid turbulence. The entire body should be kept out of the path of unidirectional airflow with a proper gown control.Surfaces
Samples from surfaces by touch plates or surface swabs are monitored for viable microbes to evaluate the effectiveness of operations, cleaning, and disinfection procedures. Critical surfaces coming in contact with a sterile product should remain sterile throughout an operation.Analysis of Data and Follow-ups
All EM data should be trended and tracked in real time with the establishment of appropriate alert and action levels based on regulatory guidelines, requirements, and risk-benefit analyses of the product. Averaging the results of EM samples can mask unacceptable conditions.Investigations for excursions and changes in microbial flora should be thorough with an emphasis on determining the root cause. EM should promptly identify potential root cause of contamination, allowing for implementation of corrections before product contamination occurs.13,30 EM is important to monitor the microbiological quality of critical areas to determine if aseptic conditions are maintained during manufacturing operations.
Selection of Sterile or Non-sterile Manufacturing Process
Sterile drug manufacturing process requires a sterility test at the end to demonstrate the absence of any viable bacterial, yeast, and fungal contaminant. Non-sterile drug manufacturing process requires a bioburden test to provide the number of viable aerobic bacterial, yeast, and fungal organisms that should be lower than the specifications, and absence of objectionable organisms. With the elimination of sterility test at final bulk or DS or replacement of sterility test with the bioburden test, the manufacturing process for that intermediate product, final bulk or DS will be a non-sterile process. This is an important change in the manufacture of biologics, particularly vaccines (Table 2). Lack of much guidance on microbiological controls, no requirements for classification of cleanrooms, and no requirements for EM in manufacture of non-sterile drugs will result in a significant risk to the microbiological quality of vaccines. Can vaccines be manufactured by non-sterile manufacturing process until the final bulk or DS, then filter-sterilized for filling? Answering yes to this question seems scary. This is an example where we need to go ‘back to basics’ and return to the science of applied or pharmaceutical microbiology, as emphasized by Lolas in a recent commentary.32 Based on this author’s experience and knowledge in the manufacture and regulation of vaccines, these products cannot be manufactured like nonsterile drugs and then sterile-filtered at the final bulk before filling. From a historical, technical, and scientific perspective as summarized in Table 2, vaccines have been made under aseptic conditions. Sterile manufacturing process for vaccines will also be supported from a business perspective due to a high risk of microbial contamination during manufacture (Table 2). Microbial contamination will have significant impact on the yield and quality of the final product, leading to rejection of a number of DP lots. Immunization with vaccines has been one of the most successful and cost-effective public health interventions in controlling infectious diseases.33 Changing the manufacturing of vaccines to non-sterile processes has the potential risk of a major public health disaster that will shatter the confidence of the public in safety of vaccines.Sterility Test and Bioburden Test
As discussed above, a sterility test is required for sterile drugs4 and a bioburden test is required for non-sterile drugs.5,6 Both tests have the limitations of microbiological methods and do not provide absolute results or a complete assurance on the absence of viable organisms. There are some other differences in these tests, which are important to understand, which will provide further rationale that vaccines should not be manufactured by non-sterile processes.For the sterility test of intermediate products and final bulk, a 10-ml sample is tested in each of 2 media. The amount of sample for a bioburden test depends upon the specification to provide the assurance for that specification. There has been a significant misunderstanding and confusion in setting specifications for a bioburden test and expressing the results. A specification of <1 0.1-ml="" 0.1="" 0="" 1-="" 100="" 10="" 1="" a="" absence="" almost="" an="" and="" any="" are="" as="" assurance="" at="" bacterial="" be="" because="" been="" bioburden="" bulk="" but="" by="" cause="" cfu="" cfus="" colony="" comparing="" considered="" counts="" determine="" discussed="" do="" does="" drugs="" emphasizes="" end="" established="" even="" example="" expressed="" expressing="" expression="" filtration="" final="" for="" forming="" from="" further="" has="" importance="" in="" inaccurate="" intermediate="" interpreted="" is="" lesser="" level="" liquid.="" load="" low="" manufacture="" materials="" may="" microbes.="" microbes="" microbiologists="" microbiology="" million="" misunderstanding="" ml.="" ml="" must="" no="" non-microbiologists="" non-sterile="" not="" of="" often="" on="" or="" particularly="" per="" perspective.="" product="" products="" provide="" raw="" recently.="" regulatory="" required="" respectively="" results="" sample="" scientifically="" specification="" statistically="" sterile.="" sterile="" sterility="" such="" sufficient.="" suitable="" sup="" test="" tested.="" the="" there="" these="" this="" times="" to="" turbidity="" units="" up="" very="" visible="" when="" will="" with="">32
The Ph. Eur. suggests replacing sterility test with a bioburden test for intermediate products during manufacture of vaccines with a low bioburden specification and when product does not support growth of microbes.29A low bioburden specification should be <0 .1="" 10-ml="" 10="" a="" absence="" as="" assurance="" be="" bioburden="" bulk.="" cfu="" despite="" fact="" final="" for="" in="" intermediate="" level="" low="" manufacturing="" ml="" of="" on="" or="" p="" per="" performed="" process="" product="" provide="" require="" sample="" should="" similar="" specification.="" specification="" sterile="" sterility="" still="" such="" test="" testing="" that="" the="" this="" to="" which="" will="" with="">Finally, lack of testing for anaerobic bacteria in the bioburden test is a major limitation and could be a potential risk of contamination of the product with deadly microbial toxins as discussed earlier.
Summary
Environmental monitoring and microbiological testing play a critical role in ensuring the safety of patients and the efficacy of drugs and biologics by preventing their contamination with microbes. Microbiological testing alone does not provide complete or absolute assurance of absence of microbial contamination. However, such testing combined with a robust environmental monitoring program and the use of validated manufacturing processes provides a high degree of assurance of the microbial safety of drugs. To build microbiological quality in drugs and biologics, it is important to understand the ways to prevent contamination and risks of microbial growth in intermediate products, components, active pharmaceutical ingredients, final bulk or drug substance, and final product. Manufacturing processes (sterile or non-sterile) should be based on factors such as risk analysis, target population for the drug, and the route of injection.Rajesh K. Gupta, PhD, is Principal Consultant, Biologics Quality & Regulatory Consultants, LLC, North Potomac, MD 20878, USA
References
- Matthews BR. The Devonport incident, the Clothier Report, and related matters – 30 years on. PDA J Pharm Sci Technol. 2002;56(3):137-49.
- Arie S. Contaminated drugs are held responsible for 120 deaths in Pakistan. BMJ 2012;344:e951, doi: 10.1136/bmj.e951.
- Smith RM, Schaefer MK, Kainer MA, et al. Fungal Infections Associated with Contaminated Methylprednisolone Injections. N Engl J Med. 2013; 369:1598-1609. doi: 10.1056/ NEJMoa1213978.
- USP <71> Sterility Tests. Current Version, The United States Pharmacopeial Convention, Rockville, MD.
- USP <61> Microbial Examination of Nonsterile Products: Microbial Enumeration Tests. Current Version, The United States Pharmacopeial Convention, Rockville, MD.
- USP <1111> Microbiological examination of nonsterile products: Acceptance criteria for pharmaceutical preparations and substances for pharmaceutical use. Current Version, The United States Pharmacopeial Convention, Rockville, MD.
- European Pharmacopeia, Chapter 5.1.4, Microbiological Quality of non-sterile pharmaceutical preparations and substances for pharmaceutical use. Current version, Quality of Medicines and Healthcare: Strasbourg, France.
- USP <62> Microbiological Examination of Nonsterile Products: Tests for Specified Microorganisms. Current Version, The United States Pharmacopeial Convention, Rockville, MD.
- Code of Federal Regulations, Title 21 Food and Drugs, Part 211.84(d)(6). Testing and approval or rejection of components, drug product containers, and closures. Washington, DC: US Government Printing Office; April 2014. Available at: http://www.accessdata.fda.gov/scripts/cdrh/cfdocs/cfCFR/CFRSearch.cfm?CFRPart=211&showFR=1 Accessed September 27, 2014.
- Code of Federal Regulations, Title 21 Food and Drugs, Part 211.113(a). Control of microbiological contamination. Washington, DC: US Government Printing Office; April 2014. Available at: http://www.accessdata.fda.gov/scripts/cdrh/cfdocs/cfCFR/CFRSearch.cfm?CFRPart=211&showFR=1 Accessed September 27, 2014.
- Code of Federal Regulations, Title 21 Food and Drugs, Part 211.165(b). Testing and release for distribution. Washington, DC: US Government Printing Office; April 2014. Available at: http://www.accessdata.fda.gov/scripts/cdrh/cfdocs/cfCFR/CFRSearch.cfm?CFRPart=211&showFR=1 Accessed September 27, 2014.
- Gupta RK. Validation of Microbiological Methods – Expectations for Regulatory Compliance. BioPharm Asia. 2014 (in press).
- FDA Guidance for Industry-Sterile Drug Products Produced by Aseptic Processing - Current Good Manufacturing Process, 2004. Available at http://www.fda.gov/downloads/Drugs/ GuidanceComplianceRegulatoryInformation/Guidances/UCM070342.pdf Accessed September 27, 2014.
- EU Guidelines to Good Manufacturing Practice, Medicinal Products for Human and Veterinary Use, Volume 4, Annex 1, Manufacture of Sterile Medicinal Products, 2008, Available at http:// ec.europa.eu/health/files/eudralex/vol-4/2008_11_25_gmp-an1_en.pdf. Accessed September 27, 2014.
- PIC/S, Pharmaceutical Inspection Convention Guide to Good Manufacturing Practice for Medicinal Products Annex 1, Manufacture of Sterile Medicinal Products, 2014.
- Code of Federal Regulations, Title 21 Food and Drugs, Part 211.80(b). General Requirements. Washington, DC: US Government Printing Office; April 2014. Available at: http://www.accessdata. fda.gov/scripts/cdrh/cfdocs/cfcfr/CFRSearch.cfm?fr=211.80 Accessed September 27, 2014.
- EU Guidelines to Good Manufacturing Practice, Medicinal Products for Human and Veterinary Use, Volume 4, Chapter 5: Production, Section 5.20. Available at: http://ec.europa.eu/health/ files/gmp/chapter5_pc11-2010.pdf. Accessed September 27, 2014.
- USP <1115> Bioburden Control of Nonsterile Drug Substances and Products. USP Pharmacopeia Forum, 39, 2013, The United States Pharmacopeial Convention, Rockville, MD. Available at: http://blog.microbiologynetwork.com/wp-content/uploads/2013/08/394-In-Process- Revision_-_1115_-BIOBURDEN-CONTROL-OF-NONSTERILE-DRUG-SUBSTANCES-ANDPRODUCTS. pdf. Accessed September 27, 2014.
- USP <795> Pharmaceutical Compounding – Nonsterile preparations, Current Version, The United States Pharmacopeial Convention, Rockville, MD.
- USP <797> Pharmaceutical Compounding – Sterile preparations, Current Version, The United States Pharmacopeial Convention, Rockville, MD.
- USP <1163> Quality Assurance in Pharmaceutical Compounding. Current Version, The United States Pharmacopeial Convention, Rockville, MD.
- Connors A. Microbial Testing and Monitoring of Compounding Pharmacies. Controlled Environments 2014;17(6):10-11. Available at: http://digital.cemag.us/controlledenvironments/ june_2014#pg10. Accessed September 27, 2014.
- Code of Federal Regulations, Title 21 Food and Drugs, Parts 600 – 680. Biologics. Washington, DC: US Government Printing Office; April 2014. Avaialble at: http://www.accessdata.fda.gov/ scripts/cdrh/cfdocs/cfcfr/CFRSearch.cfm?CFRPart=600. Accessed September 27, 2014.
- EU Guidelines to Good Manufacturing Practice, Medicinal Products for Human and Veterinary Use, Volume 4, Annex 2, Manufacture of Biological active substances and Medicinal Products for Human Use, 2012. Available at: http://ec.europa.eu/health/files/eudralex/vol-4/vol4- an2__2012-06_en.pdf. Accessed September 27, 2014.
- World Health Organization (WHO), Environmental Monitoring of Clean Rooms in Vaccine Manufacturing Facilities, Points to consider for manufacturers of human vaccines, November 2012. Available at: http://www.who.int/immunization_standards/vaccine_quality/env_ monitoring_cleanrooms_final.pdf. Accessed September 27, 2014.
- PIC/S, Pharmaceutical Inspection Convention Guide to Good Manufacturing Practice for Medicinal Products Annex 2, Manufacture of biological medicinal substances and products for human use, 2014.
- Code of Federal Regulations, Title 21 Food and Drugs, Part 610.12 Sterility testing. Washington, DC: US Government Printing Office; April 2012. Available at: http://www.gpo.gov/fdsys/pkg/CFR- 2012-title21-vol7/pdf/CFR-2012-title21-vol7-sec610-12.pdf. Accessed September 27, 2014.
- Federal Register, 21 CFR Parts 600, 610, and 800. Amendments to Sterility Test Requirements for Biological Products, 2012;77(96):26162-26175. Available at http://www.gpo.gov/fdsys/pkg/FR-2012-05-03/pdf/2012-10649.pdf. Accessed September 27, 2014.
- European Pharmacopeia, Chapter 7.6, Vaccines for Human Use. Current version, Quality of Medicines and Healthcare: Strasbourg, France.
- Sutton S. The Environmental Monitoring Program In a GMP Environment. J GXP Compliance 2010:14(3)23-30.
- ISO 14644-1, Cleanrooms and associated controlled environments—Part 1: Classification of air cleanliness 1999. Available at: http://www.iso.org/iso/catalogue_detail. htm?csnumber=25052. Accessed September 27, 2014.
- Lolas A. The role of microbiology in the design and development of pharmaceutical manufacturing processes. Pharm. Bioprocess. 2014;2(2):125-128.
- Center for Disease Control. Vaccine Preventable Deaths and the Global Immunization Vision and Strategy, 2006-2015, MMWR;2006:55(18):511-515
No comments:
Post a Comment